Filament PLA rouge pour imprimante 3D
Caractéristiques du produit

- Sans obstruction et sans bulles :Conçues et fabriquées pour garantir une impression fluide et stable avec ces recharges de PLA. Séchage complet pendant 24 heures avant conditionnement sous vide avec dessiccants dans un sachet PE.
- Sans nœuds et résistant à l'humidité :Le filament PLA rouge TORWELL de 1,75 mm est enroulé avec soin pour éviter les nœuds. Il est séché et conditionné sous vide dans un sachet PE avec un dessiccant. Après utilisation, veuillez passer le filament dans l'orifice prévu à cet effet afin d'éviter les nœuds.
- Économique et largement compatible :Avec plus de 11 ans d'expérience en R&D dans le domaine des filaments 3D, et une production de plusieurs milliers de tonnes de filaments chaque mois, TORWELL est capable de fabriquer tous types de filaments à grande échelle et de qualité supérieure, ce qui contribue à rendre les filaments 3D rentables et fiables pour la plupart des imprimantes 3D courantes, telles que MK3, Ender 3, Monoprice FlashForge et bien d'autres.
| Brand | Torwell |
| Matériel | PLA standard (NatureWorks 4032D / Total-Corbion LX575) |
| Diamètre | 1,75 mm/2,85 mm/3,0 mm |
| Poids net | 1 kg/bobine ; 250 g/bobine ; 500 g/bobine ; 3 kg/bobine ; 5 kg/bobine ; 10 kg/bobine |
| Poids brut | 1,2 kg/bobine |
| Tolérance | ± 0,02 mm |
| Environnement de stockage | Sec et ventilé |
| DRéglage de l'arrosage | 55 °C pendant 6 h |
| Documents de soutien | Postuler avecTOrwell HIPS, Torwell PVA |
| Approbation de certification | Certifications CE, FDS, REACH, FDA, TÜV et SGS |
| Compatible avec | Makerbot, UP, Felix, Reprap, Ultimaker, End3, Creality3D, Raise3D, Prusa i3, Zortrax, XYZ Printing, Omni3D, Snapmaker, BIQU3D, BCN3D, MK3, AnkerMaker et toutes les autres imprimantes 3D FDM |
| Emballer | 1 kg/bobine ; 8 bobines/carton ou 10 bobines/carton sachet plastique scellé contenant des dessiccants |
Personnages
* Sans obstruction et sans bulles
* Moins d'emmêlement et facile à utiliser
* Précision et cohérence dimensionnelles
* Aucune déformation
* Respectueux de l'environnement
* Largement utilisé
Plus de couleurs
Couleur disponible :
| Couleur de base | Blanc, Noir, Rouge, Bleu, Jaune, Vert, Nature, |
| Autre couleur | Argent, Gris, Chair, Or, Rose, Violet, Orange, Jaune doré, Bois, Vert Noël, Bleu galaxie, Bleu ciel, Transparent |
| Série fluorescente | Rouge fluorescent, jaune fluorescent, vert fluorescent, bleu fluorescent |
| Série lumineuse | Vert lumineux, bleu lumineux |
| série à changement de couleur | Du bleu-vert au vert jaunâtre, du bleu au blanc, du violet au rose, du gris au blanc |
| Accepter les couleurs PMS du client | |

Défilé de mannequins

Emballer
rouleau de 1 kgfilament PLA pour imprimante 3Davec dessiccant sous vide
Chaque bobine est emballée individuellement dans une boîte (boîte Torwell, boîte neutre ou boîte personnalisée disponible).
8 boîtes par carton (dimensions du carton : 44 x 44 x 19 cm)

Installations de production

Conseils pour l'impression 3D
1. Nivelez le lit
Avant l'impression, vous pouvez utiliser une feuille de papier pour déterminer la distance entre la buse et le plateau en plusieurs points. Vous pouvez également installer un capteur de nivellement du plateau pour automatiser le processus.
2. Réglage de la température idéale
Chaque matériau a sa propre température idéale. L'environnement peut également avoir une légère incidence sur cette température. Si la température d'impression est trop élevée, le filament risque de former des fils. À l'inverse, si elle est trop basse, le filament n'adhérera pas au plateau ou s'enroulera. Vous pouvez ajuster la température en suivant les instructions du filament ou en contactant notre assistance technique.
3. Nettoyer la buse avec un filament de nettoyage ou la changer avant l'impression est un moyen efficace de réduire les bourrages.
4. Stockez correctement le filament.
Utilisez l'emballage sous vide ou la boîte sèche pour le garder au sec.
Pourquoi le filament n'adhère-t-il pas facilement au plateau d'impression ?
- Température.Veuillez vérifier les paramètres de température (plateau et buse) avant l'impression et les régler de manière appropriée ;
- Nivellement.Veuillez vérifier si le lit est de niveau, assurez-vous que la buse n'est ni trop loin ni trop près du lit ;
- Vitesse.Veuillez vérifier si la vitesse d'impression de la première couche est trop rapide.
Contactez-nous pour plus de détails info@torwell3d.com.
| Densité | 1,24 g/cm3 |
| Indice de fluidité à chaud (g/10 min) | 3.5(190℃/2,16 kg) |
| Température de déformation thermique | 53℃, 0,45 MPa |
| Résistance à la traction | 72 MPa |
| Allongement à la rupture | 11,8% |
| Résistance à la flexion | 90 MPa |
| Module de flexion | 1915 MPa |
| Force d'impact IZOD | 5,4 kJ/㎡ |
| Durabilité | 4/10 |
| Imprimabilité | 9/10 |
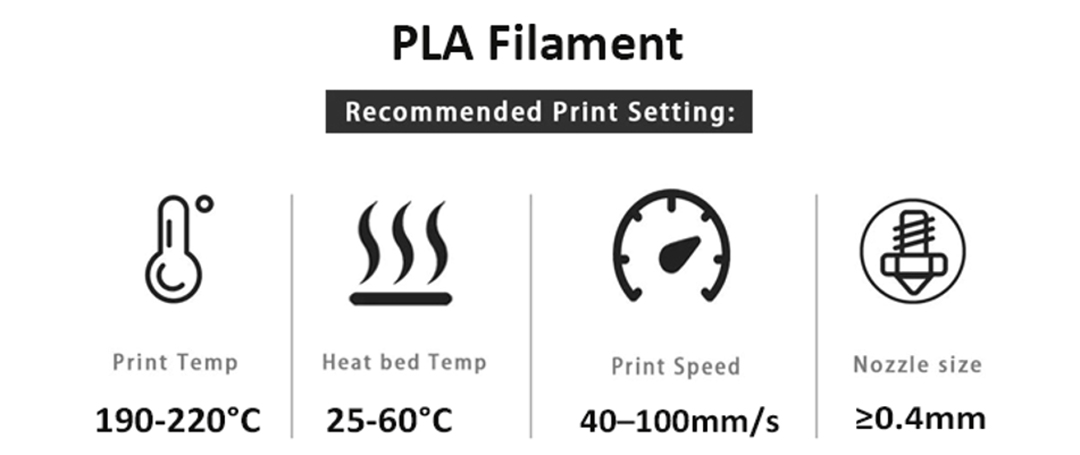
| Température de l'extrudeuse (℃) | 190 – 220℃ |
| Température du lit (℃) | 25 – 60 °C |
| Taille de la buse | ≥0,4 mm |
| Vitesse du ventilateur | À 100% |
| Vitesse d'impression | 40 – 100 mm/s |
| Lit chauffant | Facultatif |
| Surfaces de construction recommandées | Verre avec colle, papier de masquage, ruban adhésif bleu, BuilTak, PEI |